1、打开套丝机的滚丝轴,头盖内六角螺丝,拆下滚丝轴前轴承座即可安装滚丝轮,并用隔套或微调调整滚丝轮的轴向位置。支撑块的调整:调整活动主轴座作进给到位。
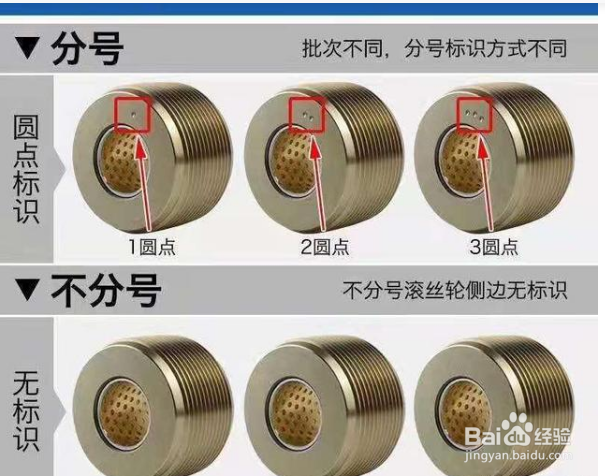
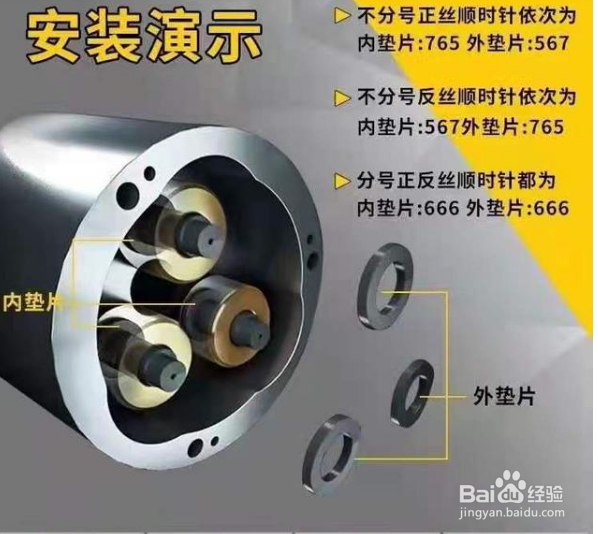
2、首先确定机子上用的是单体轮,还是分号轮,然后确定加工正丝,还是正反丝。
3、滚丝轮成品的尺寸误差越小越好,我们都知道滚丝轮对误差的要求比较小,因为一旦误差比较大 后期加工出的螺纹钢筋头就全部不能用了。
1、打开套丝机的滚丝轴,头盖内六角螺丝,拆下滚丝轴前轴承座即可安装滚丝轮,并用隔套或微调调整滚丝轮的轴向位置。支撑块的调整:调整活动主轴座作进给到位。
2、首先确定机子上用的是单体轮,还是分号轮,然后确定加工正丝,还是正反丝。
3、滚丝轮成品的尺寸误差越小越好,我们都知道滚丝轮对误差的要求比较小,因为一旦误差比较大 后期加工出的螺纹钢筋头就全部不能用了。